Мы выкарыстоўваем файлы cookie, каб палепшыць ваш вопыт.Працягваючы прагляд гэтага сайта, вы згаджаецеся з выкарыстаннем файлаў cookie.Дадатковая інфармацыя.
Нержавеючая сталь - гэта больш, чым проста ўстойлівы да карозіі метал.Нержавеючая сталь часта выбіраецца ў якасці універсальнага матэрыялу для многіх ужыванняў дзякуючы сваёй трываласці, устойлівасці да карозіі і здольнасці адаптавацца да пэўных умоў.
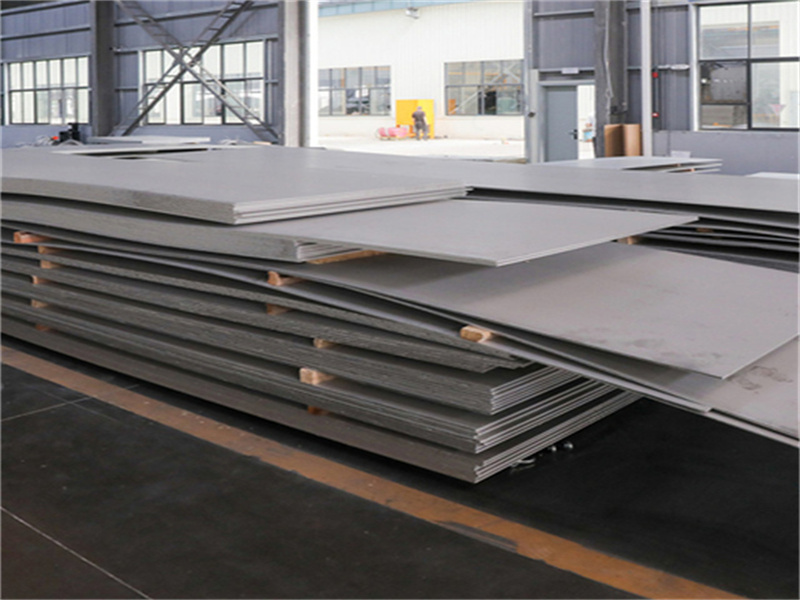
304 304L 316 316L Пастаўшчыкі пліт з нержавеючай сталі ў Кітаі
Нержавеючая сталь 304 з'яўляецца найбольш шырока выкарыстоўванай маркай нержавеючай сталі.Гэта хроманікелевая аўстэнітная нержавеючая сталь з адносна нізкім утрыманнем вугляроду і некалькі больш высокім утрыманнем хрому і нікеля, чым AISI тыпаў 301 і 302. Марка 304 вельмі пластычная ў отожженном стане.Ён валодае добрымі ўласцівасцямі пры падвышаных тэмпературах, а таксама добрай трываласцю пры нізкіх тэмпературах.Ён добра падыходзіць для зваркі і там, дзе гатовы прадукт павінен супрацьстаяць больш сур'ёзным формам карозіі.

Тэхнічныя характарыстыкі прадукту і марка сталі (для даведкі)
| ASTM | JIS | AISI | EN | Стандарт Міла | |
| Гатунак | S30100S30400 S30403 S31008 S31603 S32100 S41008 S43000 S43932 S44400 S44500 | SUS301SUS304 SUS304L SUS310S - SUS321 SUS410S SUS430 - SUS444 SUS430J1L | 301304 304L 310S 316L 321 410S 430 - 444 - | 1,43101,4301 1,4307 1,4845 1,4404 1,4541 - 1,4016 1,4510 1,4521 - | 201202 204Cu3 |
Допуск на шырыню
| Допуск на шырыню | ||
| Ш < 100 мм | 100 мм ≦ Ш < 1000 мм | 1000 мм ≦ Ш < 1600 мм |
| ± 0,10 мм | ± 0,25 мм | ± 0,30 мм |
Хімічны склад і механічныя ўласцівасці
Хімічны склад (для даведкі)
Спецыфікацыі ASTM
| Марка сталі | Ні% Макс. | Cr% Макс. | C% Макс. | Si% Макс. | Mn% Макс. | P% Макс. | S% Макс. | Mo% Макс. | Ti% Макс. | Іншае |
| S30100 | 6,0~8,0 | 16,0~18,0 | 0,15 | 1 | 2 | 0,045 | 0,03 | - | - | N: 0,1 Макс. |
| S30400 | 8,0~10,5 | 17,5~19,5 | 0,07 | 0,75 | 2 | 0,045 | 0,03 | - | - | N: 0,1 Макс. |
| S30403 | 8,0~12,0 | 17,5~19,5 | 0,03 | 0,75 | 2 | 0,045 | 0,03 | - | - | N: 0,1 Макс. |
| S31008 | 19,0~22,0 | 24,0~26,0 | 0,08 | 1.5 | 2 | 0,045 | 0,03 | - | - | - |
| S31603 | 10,0~14,0 | 16,0~18,0 | 0,03 | 0,75 | 2 | 0,045 | 0,03 | 2,0~3,0 | - | N: 0,1 Макс. |
| S32100 | 9,0~12,0 | 17,0~19,0 | 0,08 | 0,75 | 2 | 0,045 | 0,03 | - | 5(C+N)~0,70 | N: 0,1 Макс. |
| S41000 | 0,75 | 11,5~13,5 | 0,08~0,15 | 1 | 1 | 0,04 | 0,03 | - | - | - |
| S43000 | 0,75 | 16,0~18,0 | 0,12 | 1 | 1 | 0,04 | 0,03 | - | - | - |
| S43932 | 0,5 | 17,0~19,0 | 0,03 | 1 | 1 | 0,04 | 0,03 | - | - | N: 0,03 Макс. Al: 0,15 Макс. Nb+Ti = [0,20 + 4 (C + N)] ~ 0,75 |
Механічныя ўласцівасці (для даведкі)
Спецыфікацыі ASTM
| Марка сталі | Н/мм 2 МІН. Напружанне пры расцяжэнні | Н/мм 2 МIН | % МІН. Падаўжэнне | HRB МАКС. Цвёрдасць | HBW MAX. Цвёрдасць | Гнутасць: Кут выгібу | Згінанне: унутраны радыус |
| S30100 | 515 | 205 | 40 | 95 | 217 | Не патрабуецца | - |
| S30400 | 515 | 205 | 40 | 92 | 201 | Не патрабуецца | - |
| S30403 | 485 | 170 | 40 | 92 | 201 | Не патрабуецца | - |
| S31008 | 515 | 205 | 40 | 95 | 217 | Не патрабуецца | - |
| S31603 | 485 | 170 | 40 | 95 | 217 | Не патрабуецца | - |
| S32100 | 515 | 205 | 40 | 95 | 217 | Не патрабуецца | - |
| S41000 | 450 | 205 | 20 | 96 | 217 | 180° | - |
| S43000 | 450 | 205 | 22А | 89 | 183 | 180° | - |

Гэта адносіцца не толькі да розных хімічных складаў, з якіх складаецца нержавеючая сталь, але і да розных пакрыццяў і апрацовак паверхні, якія наносяцца ў залежнасці ад канчатковага прызначэння прадукту.
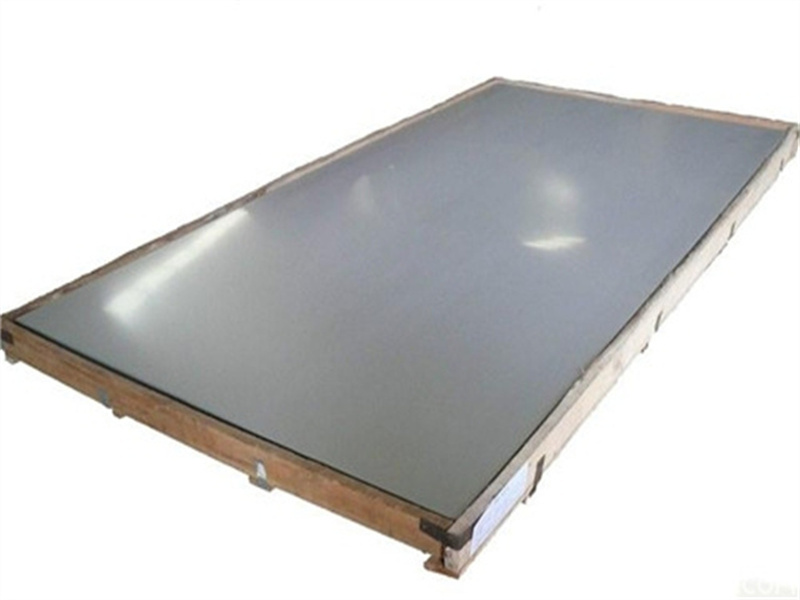
Марка 2B з'яўляецца адной з найбольш часта выкарыстоўваюцца апрацовак паверхні ў прамысловасці нержавеючай сталі.Ён напаўадбівальны, гладкі і аднастайны, хоць і не люстраны.Падрыхтоўка паверхні з'яўляецца апошнім этапам у працэсе: сталёвы ліст спачатку фарміруецца шляхам прэсавання паміж валкамі на выхадзе з печы.Затым ён размякчаецца шляхам адпалу, а затым паўторна прапускаецца праз валкі.
Для выдалення паверхневых забруджванняў паверхня пратручваецца кіслатой і некалькі разоў праходзіць паміж паліравальных валікамі для дасягнення патрэбнай таўшчыні.Менавіта гэты апошні пас прывёў да завяршэння 2B.
2B з'яўляецца стандартнай аздабленнем для звычайных гатункаў нержавеючай сталі, у тым ліку 201, 304, 304 L і 316 L. Папулярнасць паліроўкі 2B, акрамя таго, што яна эканамічная і больш устойлівая да карозіі, заключаецца ў лёгкасці паліроўкі з дапамогай тканкавага круга і злучэнне.
Як правіла, аздабленне сталі 2B выкарыстоўваецца ў харчовай прамысловасці, хлебапякарным абсталяванні, кантэйнерах, рэзервуарах для захоўвання і фармацэўтычным абсталяванні і адпавядае стандартам USDA для гэтых галін.
Такі падыход непрымальны, калі канчатковы прадукт уяўляе сабой раствор для ін'екцый або вусны раствор.Гэта таму, што на металічнай паверхні могуць утварыцца шчыліны або кішэні.Гэтыя пустэчы могуць затрымліваць забруджванні пад паліраванай паверхняй або ў метале.У рэшце рэшт гэтыя староннія прадметы могуць вырвацца і забрудзіць прадукт.Электрапаліроўка паверхні з'яўляецца ідэальным і рэкамендаваным метадам для паляпшэння гладкасці паверхні для такіх прыкладанняў.
Электрапаліроўка працуе з выкарыстаннем хімікатаў і электрычнасці для згладжвання прыпаднятых участкаў на паверхні з нержавеючай сталі.Нават з заводскім нанясеннем гладкага пакрыцця 2B фактычная паверхня з нержавеючай сталі не будзе выглядаць гладкай пры павелічэнні.
Сярэдняя шурпатасць (Ra) выкарыстоўваецца для абазначэння гладкасці металічнай паверхні і ўяўляе сабой параўнанне сярэдняй розніцы паміж нізкімі і высокімі кропкамі на паверхні з цягам часу.
Як правіла, фабрычная свежая нержавеючая сталь з аздабленнем 2B мае значэнне Ra ў дыяпазоне ад 0,3 мікрона (0,0003 мм) да 1 мікрона (0,001 мм) у залежнасці ад яе таўшчыні (таўшчыні).Паверхня Ra можа быць зменшана да 4-32 мікрацаляў шляхам належнай электрапаліроўкі ў залежнасці ад характарыстык металу.
Аздабленне класа 2B дасягаецца шляхам сціскання матэрыялу двума ролікамі.Некаторыя аператары патрабуюць рамонту дыферэнтавання пасля рэканструкцыі або рамонту судна або іншага абсталявання.
Нягледзячы на тое, што аздабленне паверхні, атрыманае механічнай або электрапаліроўкай, не так лёгка ўзнавіць, яно можа быць вельмі блізкім, асабліва ў дачыненні да значэнняў Ra.У выніку належнай апрацоўкі электрапаліроўкай можна дасягнуць нават лепшай прадукцыйнасці з пункту гледжання апрацоўкі матэрыялу, чым пры першапачатковай незавершанай апрацоўцы паверхні 2B.
Такім чынам, ацэнку 2B можна лічыць добрай адпраўной кропкай.Пакрыцці 2B маюць добра вядомыя перавагі і з'яўляюцца эканамічнымі.Яго можна дадаткова палепшыць з дапамогай электрапаліроўкі для больш гладкай аздаблення, больш высокіх стандартаў і шэрагу доўгатэрміновых пераваг.
Гэтая інфармацыя была праверана і адаптавана з матэрыялаў, прадстаўленых Astro Pak Corporation.
Карпарацыя Astropack.(7 сакавіка 2023 г.).Адрозненне электрапаліраваных і неэлектрапаліраваных паверхняў.AZ.Атрымана 24 ліпеня 2023 г. з https://www.azom.com/article.aspx?ArticleID=22050.
Карпарацыя Astropack.“Адрозненні паміж электрапаліраванымі і неэлектрапаліраванымі паверхнямі”.AZ.24 ліпеня 2023 г.
Карпарацыя Astropack.“Адрозненні паміж электрапаліраванымі і неэлектрапаліраванымі паверхнямі”.AZ.https://www.azom.com/article.aspx?ArticleID=22050.(Па стане на 24 ліпеня 2023 г.).
Карпарацыя Astropack.2023. Адрозненні паміж электрапаліраванымі і неэлектрапаліраванымі паверхнямі.AZoM, доступ 24 ліпеня 2023 г., https://www.azom.com/article.aspx?ArticleID=22050.
Час публікацыі: 25 ліпеня 2023 г